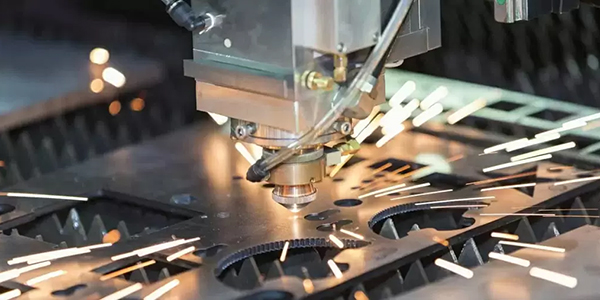
Alta Rapida Lasera Tranĉado
Ni estas specialistoj pri lasera tranĉado kaj prilaborado de eluziĝrezistaj, kirasaj kaj altfortaj malalt-alojaj materialoj. Tipoj kiel Hardox (plej multaj mezuriloj estas konservataj en stoko), Weldox, Abrazo, Armox, kaj Invar & Abro povas ĉiuj esti prilaboritaj ĝis 25mm dikaj.
Ni havas limigitan stokon de ĉi tiuj materialoj por faciligi rapidan liveradon. Ni havas gamon da Domex kaj Hardox materialoj el stoko kaj prilaboras ĉi tiujn materialojn regule.
Bonvolu telefoni por pliaj detaloj kaj aktuala stoka havebleco.
Akvoĵeta Tranĉado
Nia akvoŝpruca tranĉsistemo uzas akvon je 50 000 psi kaj abrazian grenaton por tranĉi preskaŭ ajnan materialon, inkluzive de titanio! La intensigaj pumpiloj provizas 150 ĉevalfortojn, permesante eĉ pli bonan rendimenton sur pli dikaj materialoj. Kelkaj el la avantaĝoj de akvoŝpruco inkluzivas: Superan kapablon tranĉi formojn. Tranĉas materialojn, kiujn aliaj metodoj ne povas, kiel ekzemple ŝaŭmkaŭĉukon, ceramikajn kahelojn, marmoron kaj vitron. Manipulas vastan gamon da materialoj facile. Poziciiga precizeco de ± 0,005 coloj. Forigas antaŭboradon de enirtruoj. Malpli laborintensa ol aliaj metodoj. Povas tranĉi ekstreme dikajn materialojn (Ni tranĉis 8 colojn dikan kupron!).

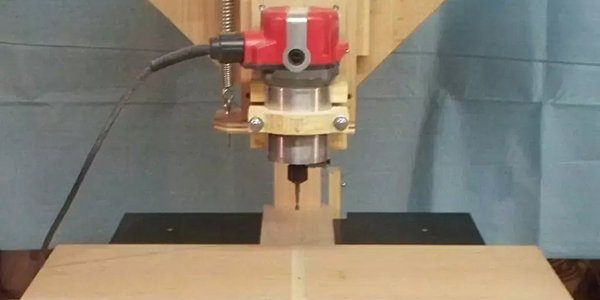
Vertikala enkursigilo
Tranĉado federas ĝis 3,150 colojn minute.
• Plej rapida maniero por prilabori aluminion, ŝtalon kaj ŝtalon.
Tablo 72" x 144" kun labora koverto 84" x 140" kaj 15" da z-aksa vojaĝo.
• Povas maŝinprilabori dikajn materialojn kaj partojn ĝis 6' x 12'.
Inundmalvarmiga sistemo por malfacile maŝineblaj materialoj
• Permesas pli altajn rapidojn kaj furaĝrapidojn, plilongigas ilvivon, malpliigas partkoston.
• Kapabla pri maŝinado de neoksidebla ŝtalo kaj titanio.
20-ĉevalforta, HSK 63A likvaĵ-malvarmigita spindelo kun tra-la-ila malvarmigo kaj integrita dinamika ilŝanĝilo.
• Altnivela ilo-tensistemo.
• Malvarmiĝo tra la ilo signifas pli rapidajn profundajn boradoperaciojn.
• 12 ilstacioj permesas maŝinprilabori preskaŭ ajnan laboron sen reprilaboro.
40-ĉevalforta altflua vakuopumpilo.
• Tre pliigita vakuo helpas teni dikajn platojn aŭ multajn malgrandajn partojn en loko.
± 0,0004" (0,01mm) unudirekta ripeteblo kaj ± 0,0025" cirkleco.
• Tre precizaj finitaj partoj.
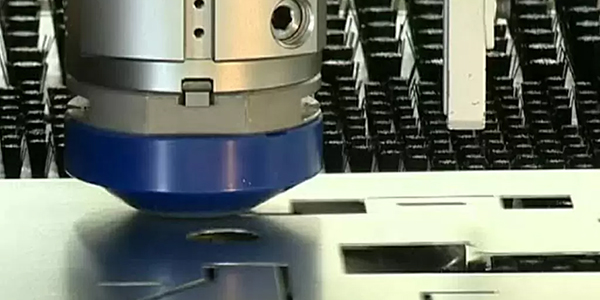
Alta Difina Plasmo-Tondado
Plasmotondado longe estis vidata kiel malaltkosta alternativo al oksigenfuelo kaj lasera profilado, kie tranĉangulo ne estis problemo. Lastatempaj evoluoj en la altpreciza/altdifina plasma procezo signife plibonigis la kvaliton kaj kapablojn de plasmotondado, igante ĝin pli multflanka kaj preciza opcio ol iam ajn antaŭe.

Aplikaĵa Taŭgeco
Plasmotondado taŭgas por diversaj materialoj, precipe molaj ŝtaloj kaj rustorezistaj ŝtaloj, produktante bonegan randfinpoluron.
Plibonigoj al la stirsistemoj nun signifas, ke oni povas atingi optimuman tranĉefikecon por diversaj materialoj kaj dikecoj de 1mm ĝis 50mm en mola ŝtalo (depende de la potenco de la plasma unuo).
Parametroj asociitaj kun tranĉado de vasta gamo da materialoj kaj dikecoj, kiel ekzemple tranĉrapido, gastipoj kaj gaspremoj, nun povas esti aŭtomate kontrolataj de la ekipaĵo, certigante konstante altan tranĉkvaliton. Uzantoj nun havas vere kostefikan alternativon al aliaj tranĉprocezoj.
CNC-stampiloj
CNC-truado de ladfolio per CNC-truiloj kaj CNC-trunĉiloj. Komputile-numere kontrolita (CNC) truado estas fabrikada procezo efektivigata per CNC-trunĉiloj. Ĉi tiuj maŝinoj povas esti aŭ kun unu-kapa kaj ilorela (Trumpf) aŭ kun plur-ila gvattureto. La maŝino estas esence programita por movi metalfolion en x kaj y direktoj por precize poziciigi lafolion sub la truvirŝafo de la maŝino preta por trui truon.
La prilabora gamo por plej multaj CNC-trupremiloj estas de 0,5 mm ĝis 6,0 mm dikaj en diversaj materialoj, inkluzive de ŝtalo, Zintec, Galvanizado, rustorezista ŝtalo kaj aluminio. La elekto de truo-formato povas esti tiel simpla kiel cirklo aŭ ortangulo ĝis specialaj formoj por konveni al specifa eltondaĵo-dezajno. Per kombinaĵo de unuopaj trafoj kaj interkovrantaj geometrioj, kompleksaj formoj de lamenaj komponentoj povas esti produktitaj. La maŝino ankaŭ povas trui 3D-formojn kiel truetojn, taptite®-ŝraŭbajn plonĝojn, kaj elektrajn elrompaĵojn ktp. sur ambaŭ flankoj de la lameno, kiuj ofte estas uzataj en lamenaj enfermaĵdezajnoj. Kelkaj modernaj maŝinoj eble havas la kapablon frapeti fadenojn, faldi malgrandajn langetojn, trui tonditajn randojn sen iuj ajn ilaj atestmarkoj, kio faras la maŝinon tre produktema ene de la komponenta ciklotempo. La instrukcio por funkciigi la maŝinon por krei la deziratan komponentan geometrion estas konata kiel la CNC-programo.